شرکت بازرگانی آهنین افلاک با دیدگاهی متفاوت به جمع فعالان صنعت آهن و فولاد کشور پیوست که از همان ابتدا رسالت شرکت این بود تا به عنوان منبعی مطمئن و قابل اتکا در این عرصه شناخته شود.
مایه ی افتخار و مباهات است که شما هم وطن گرامی مجموعه ی بازرگانی آهنین افلاک را شایسته ی خدمت رسانی دانسته اید.
با ما یک خرید بدون واسه را تجربه کنید.
خبرنامه
براي اطلاع از آپيدت شدن وبلاگ در خبرنامه وبلاگ عضو شويد تا جديدترين مطالب به ايميل شما ارسال شود
عرضه محصولات در بورس کالای ایران در تاریخ 12 خرداد 1403
در تالار محصولات صنعتی و معدنی، 658 هزار تن گندله سنگ آهن، 230 هزار تن آهن اسفنجی، 81 هزار و 948 تن میلگرد، 68 هزار و 650 تن شمش بلوم، 67 هزار و 566 تن ورق گرم، 46 هزار تن ورق سرد خودرو، 30 هزار تن ورق گالوانیزه خودرو و 2 هزار و 422 تن تیرآهن عرضه خواهد شد.
تالار پتروشیمی و فرآورده های نفتی میزبان عرضه 62 هزار و 876 تن مواد پلیمری و شیمیایی خواهد بود.
در تالار سیمان، یک میلیون و 184 هزار و 10 تن سیمان عرضه می شود.
تالار صادراتی شاهد عرضه 52 هزار و 147 تن قیر خواهد بود.
در تالار حراج باز، 638 هزار و 800 تن کنسانتره سنگ آهن، 300 هزار تن سنگ آهن دانه بندی، 200 هزار تن سنگ آهن کلوخه، 147 هزار تن وکیوم باتوم، 3 هزار تن سولفات سدیم و 394 تن متیلن دی فینیل دی ایزوسیانات عرضه می شود.
بازار فرعی نیز عرضه 1 هزار و 246 تن تیشو، 1 هزار تن ضایعات فولادی، 750 تن قیر آند آلومینیوم و 300 تن پلی اتیلن واکس را تجربه خواهد کرد.
میلگرد و تیرآهن از مصالح پرکاربرد در صنعت ساختمان هستند و محاسبه دقیق میزان مورد نیاز آنها برای مدیران پروژه حائز اهمیت است. در این مقاله روشهای محاسبه مقدار میلگرد و تیرآهن در یک پروژه ساختمانی را بررسی میکنیم.
چرا محاسبه تعداد میلگرد و تیرآهن جهت شروع به ساخت اهمیت دارد؟
مدیریت پروژه شامل پیشبینی دقیق مصالح مورد نیاز برای کنترل هزینهها است. انتخاب نوع و اندازه مناسب مصالح، از اتلاف هزینهها جلوگیری میکند. برای مثال، محاسبه دقیق تیر و ستون فلزی در ساختمان، از پرداخت هزینههای گزاف تیرآهن و میلگرد جلوگیری میکند. برای اطلاع از بهروزترین قیمت تیرآهن، به لینک فوق مراجعه کنید.
روش های محاسبه میزان تیرآهن مصرفی
انتخاب نوع سازه (فلزی یا بتنی) اولین قدم در محاسبه دقیق میزان تیرآهن مورد نیاز است. پارامترهای دیگری مانند نقش، عملکرد و میزان باری که تیرآهن باید تحمل کند نیز در این امر دخیل هستند. به طور کلی، دو روش برای محاسبه میزان تیرآهن در سازهها وجود دارد:
1- محاسبه بر اساس وزن: در این روش، وزن کلی تیرآهن با ضرب طول آن در وزن مخصوص (موجود در جدول اشتال یا مندرج در پلاک الصاقی محصول) محاسبه میشود. 2- محاسبه بر اساس تعداد طبقات: در این روش، با توجه به تعداد طبقات ساختمان و نوع اسکلت (معمولی یا ویژه)، میزان تیرآهن مورد نیاز به طور تقریبی تخمین زده میشود.
محاسبه تیرآهن برای ساختمان یک طبقه
در ساخت ساختمانهای یک طبقه، معمولاً از تیرآهن سایز 12 برای ستونها استفاده میشود. انتخاب سایز بالاتر تیرآهن، جز افزایش هزینهها، هیچ مزیت دیگری ندارد. برای محاسبه آنلاین تیرآهن مورد نیاز، کافیست وزن یک تیرآهن را در تعداد آنها ضرب کنید.
ساختمانهای یک طبقه معمولاً با اسکلت بتنی ساخته میشوند. پس از انتخاب نوع سازه، باید سایز مناسب تیرآهن با توجه به شرایط ساختمان تعیین شود. تعداد و فاصله دهانهها یا فاصله بین دو تیرآهن نیز فاکتور مهمی در محاسبه میزان آهن مصرفی است. با در نظر گرفتن این پارامترها، میتوان تعداد تیرآهن مورد نیاز و وزن مجموع آن را تخمین زد.
تعداد تیرآهن برای ساختمان دو طبقه
در ساخت یک ساختمان دو طبقه اسکلت فلزی، علاوه بر تیرآهنهای اصلی برای ستونها، به تیرآهنهای فرعی برای ساخت سقف نیز نیاز است. نوسانات قیمت تیرآهن ۱۸، بهکار رفته در ستونهای اصلی، نقش مهمی در برآورد قیمت نهایی و هزینههای پروژه خواهد داشت. بهطور کلی، برای محاسبه میزان آهن مصرفی در این نوع ساختمانها، عواملی مانند نوع تیرآهن، تعداد تیرهای اصلی و فرعی و برآورد وزن کلی، حائز اهمیت هستند.
محاسبه تیرآهن برای ساختمان سه طبقه
محاسبه میزان تیرآهن در ساختمانهای سه طبقه و بالاتر، علاوه بر عوامل ذکر شده، به نوع منطقه و شرایط جغرافیایی سازه نیز وابسته است. وزن سازه و مقاومت مورد نیاز برای تحمل فشارهای وارده نیز از دیگر فاکتورهای مؤثر در تعیین مقدار آهن مصرفی در این نوع ساختمانها هستند.
میزان میلگرد مورد نیاز برای هر طبقه در سازههای مختلف، متغیر است. به طور میانگین، در یک ساختمان مسکونی با اسکلت بتنی معمولی، 5 تا 7 تن میلگرد برای هر طبقه لازم است. این مقدار برای سولههای صنعتی بین 8 تا 12 تن و برای پلها حدود 15 تا 20 تن است. لازم به ذکر است که این ارقام تقریبی هستند و مقدار دقیق میلگرد برای هر پروژه به عوامل مختلفی از جمله نوع سازه، متراژ، تعداد طبقات و شرایط بارگذاری بستگی دارد.
بازار فولاد ایران در هفته دوم خرداد 1403: ثبات نسبی با نوسان جزئی
هفته دوم خرداد بازار فولاد ایران با نوسان مختصری در روز دوشنبه آغاز شد. در این روز شاهد افزایش حدود 2000 تومانی قیمت دلار بودیم که عاملی برای نوسان قیمت داخلی فولاد شد. با این حال، این نوسان مقطعی بود و در ادامه هفته بازار به ثبات نسبی رسید. به طوری که قیمتها در انتهای هفته به سطح ابتدای آن بازگشتند.
در بورس کالا، در روز دوشنبه شاهد معامله 20528 تومانی میانگین قیمت شمش بودیم. در این روز 68 درصد از عرضهها به فروش رسید. در روز چهارشنبه نیز تیرآهنهای ذوبی بدون رقابت معامله شدند و میلگردهای عرضه شده نیز خریداری نشدند.
پیشبینی برای هفته سوم خرداد 1403
با توجه به تعطیلی روزهای دوشنبه و سهشنبه، انتظار میرود که بازار فولاد در هفته سوم خرداد رونق چندانی نداشته باشد و شاهد اتفاقات خاصی نباشیم.
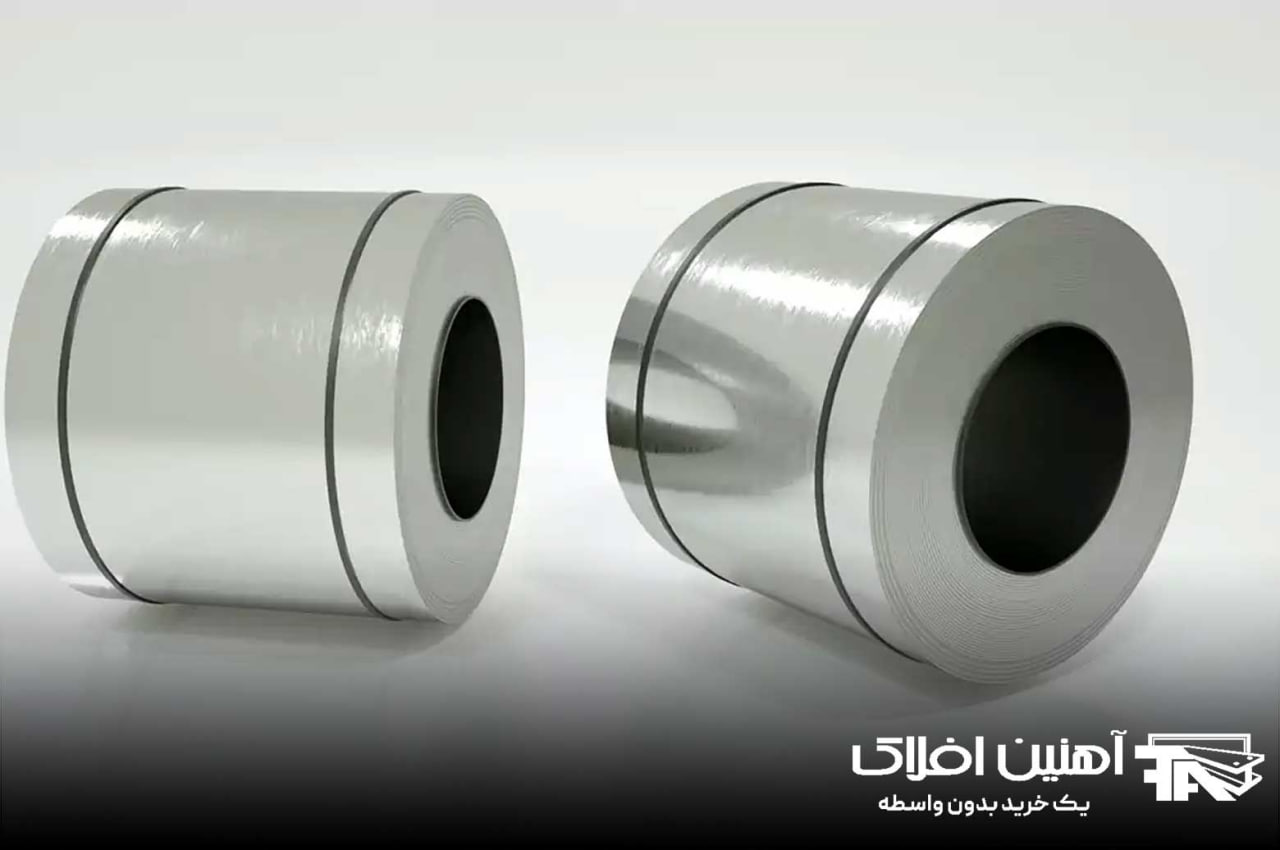
رطوبت، دشمن شماره یک سازههای فولادی است. اگرچه این سازهها در برابر آتشسوزی، طوفان و بارانهای سیلآسا مقاوم هستند، اما زنگزدگی ناشی از رطوبت در گذر زمان میتواند جان آنها را به خطر اندازد. ورقهای گالوانیزه با پوششی خاص، راه حلی ایدهآل برای این مشکل هستند. این ورقها به دلیل مقاومت در برابر خوردگی و زنگزدگی، محبوبیت زیادی در صنایع مختلف پیدا کردهاند. در این مقاله به معرفی ورق گالوانیزه، ساختار آن و چگونگی مقابله با زنگزدگی میپردازیم.
گالوانیزه چیست؟
فولاد و آهن، به طور ذاتی در معرض خوردگی و زنگزدگی هستند که میتواند منجر به تضعیف و تخریب سازههای ساخته شده از آنها شود. برای مقابله با این مشکل، روشهای مختلفی برای محافظت از سازههای فولادی ارائه شده است. در میان این روشها، فولاد گالوانیزه به عنوان یکی از کارآمدترین و مطمئنترین گزینهها، به طور گسترده مورد استفاده قرار میگیرد. در این روش، ورقهای فولادی با پوششی از فلز روی محافظت میشوند. این پوشش نه تنها مانع از رسیدن عوامل خورنده به فولاد میشود، بلکه حتی اگر آسیب ببیند یا از بین برود، از زنگزدگی فلز پایه جلوگیری میکند. به دلیل همین ویژگیها، استفاده از ورق گالوانیزه اقتصادی و موثر است و قیمت ورق گالوانیزه اهمیت زیادی دارد. این نوع فولاد به طور گسترده در مختلف صنایع استفاده میشود، از جمله در ساخت پلها، استادیومها، نردهها، چراغهای خیابانی، ساختمانها و حتی اتومبیلها.
برخی از این مزایای ورق گالوانیزه عبارتند از:
1- هزینه تولید بسیار پایین: این ورق ها در مقایسه با سایر ورق های ضد خوردگی، به طور قابل توجهی ارزان تر هستند. 2- سهولت جوشکاری: جوشکاری این نوع ورق ها بسیار آسان بوده و نیاز به مهارت خاصی ندارد. 3- کاهش هزینه های نگهداری و تعمیر: ورق های گالوانیزه به دلیل مقاومت بالا در برابر زنگ زدگی، نیاز به نگهداری و تعمیر کمتری دارند که این امر موجب صرفه جویی در هزینه ها می شود. 4- ظاهر زیبا: این ورق ها دارای ظاهری براق و زیبا هستند و می توانند به عنوان عنصری دکوراتیو نیز مورد استفاده قرار گیرند. 5- شکل پذیری بالا: ورق های گالوانیزه به راحتی خم و برش می خورند و می توان از آنها برای ساخت انواع مختلف سازه ها استفاده کرد.
زنگ زدن فولاد: سفری به دنیای اتمها و مولکولها
زنگ زدن فولاد، فرآیندی شیمیایی است که در آن، آهن موجود در فولاد با اکسیژن و رطوبت هوا واکنش میدهد و اکسید آهن (زنگ) را تشکیل میدهد. این اتفاق زمانی رخ میدهد که فولاد برای مدت طولانی در معرض این عوامل محیطی قرار بگیرد.
در سطح اتمی، اکسیژن با اتمهای آهن ترکیب شده و پیوندهای جدیدی را به وجود میآورد. این پیوندهای جدید، ضعیفتر از پیوندهای موجود در ساختار فولاد هستند و باعث میشوند که فلز به تدریج سست و شکننده شود. آب نیز در این فرآیند نقش دارد؛ مولکولهای آب به اکسیژن کمک میکنند تا با آهن واکنش دهد.
در مراحل اولیه زنگ زدگی، آهن الکترونهای خود را به اتمهای اکسیژن میدهد و یونهای آهن (Fe2+) را تشکیل میدهد. این یونها با مولکولهای آب واکنش داده و هیدروکسید آهن (Fe(OH)2) و هیدروژن آزاد میکنند.
با ادامه این واکنشهای شیمیایی، سطح فولاد به دو بخش مجزا تبدیل میشود: بخش آند که در آن اکسیداسیون (از دست دادن الکترون) آهن اتفاق میافتد و بخش کاتد که در آن احیا (کسب الکترون) اکسیژن رخ میدهد. این دو بخش، به همراه الکترولیتی که توسط آب و یونهای موجود در آن تشکیل میشود، یک سلول ولتایی کوچک را ایجاد میکنند. جریان الکتریکی حاصل از این سلول، باعث میشود که یونهای آهن به سمت کاتد حرکت کنند و در آنجا با اکسیژن ترکیب شده و زنگ را تشکیل دهند.
این فرآیند به طور مداوم ادامه پیدا میکند تا زمانی که تمام آهن موجود در فولاد به زنگ تبدیل شود. زنگ زدگی نه تنها باعث از بین رفتن زیبایی و استحکام فولاد میشود، بلکه میتواند منجر به خرابیهای جدی در سازهها و تجهیزات مختلف نیز گردد.
عملیات گالوانیزاسیون یا آبکاری ورق گالوانیزه
در فرآیند گالوانیزه، لایه نازکی از روی به سطح فولاد اضافه میشود تا از آن در برابر زنگزدگی محافظت کند. این پوشش فلزی در سطح میکروسکوپی با فولاد پیوند ایجاد میکند و یک لایه محافظ یکنواخت به وجود میآورد. تنوع در ضخامت لایه روی، روش تولید و نوع فولاد پایه، منجر به تولید ورقهای گالوانیزه با ظاهری متفاوت، ضخامتهای گوناگون و دوامهای مختلف میشود. در ادامه به طور خلاصه به روشهای تولید ورق گالوانیزه میپردازیم.
دو روش کلی برای محافظت از فلزات در برابر زنگزدگی وجود دارد:
1- گالوانیزه کردن غوطهوری گرم: در این روش، ورقهای فولادی را در حمام مذاب روی فرو میکنند تا پوششی از روی روی سطح آنها ایجاد شود. این روش رایجترین روش تولید ورق گالوانیزه است و پوششی ضخیم و بادوام به وجود میآورد.
2- گالوانیزه کردن الکترولیتی: در این روش، از جریان الکتریکی برای رسوبدهی لایه نازکی از روی بر روی سطح فولاد استفاده میشود. این روش پوششی نازکتر و ظریفتر از روش غوطهوری گرم ایجاد میکند، اما برای مصارف داخلی و محیطهای با خوردگی کم مناسب است.
انتخاب روش مناسب برای گالوانیزه کردن به عوامل مختلفی مانند نوع کاربرد، ضخامت پوشش مورد نظر و هزینه نهایی بستگی دارد.
مشخصات فولاد گالوانیزه
فولاد گالوانیزه به لطف لایه پوششی از جنس روی، در برابر خوردگی و زنگ زدگی بسیار مقاوم است. این پوشش مانند یک مانع عمل میکند و از رسیدن مواد خورنده به فولاد زیرین جلوگیری میکند. به همین دلیل، عمر مفید فولاد گالوانیزه به طور قابل توجهی افزایش مییابد و میتواند تا بیش از ۷۰ سال بدون نیاز به تعمیر و نگهداری دوام بیاورد. نکته قابل توجه این است که روی، تنها فلزی است که چنین خاصیتی را به فلز پایه میدهد.
علاوه بر این، فولاد گالوانیزه جایگزینی مقرون به صرفه برای فولاد ضد زنگ به شمار میرود. حتی اگر روکش روی خراشیده یا آسیب ببیند، باز هم تا حدی از فولاد زیرین در برابر زنگ زدگی محافظت میکند.
در مجموع، فولاد گالوانیزه به دلیل مقاومت بالا در برابر خوردگی، عمر مفید طولانی و قیمت مناسب، انتخابی ایدهآل برای طیف گستردهای از کاربردها است.
خواص ورق گالوانیزه
ورقهای گالوانیزه به دلیل برخورداری از ویژگیهای منحصر به فرد، جایگاه ویژهای در صنایع مختلف پیدا کردهاند. مهمترین مزیت این محصول، مقاومت بالا در برابر خوردگی و زنگزدگی است که طول عمر و پایداری آن را تضمین میکند. به همین دلیل، از ورقهای گالوانیزه در تولید لوازم خانگی، به خصوص ماشینهای لباسشویی که در معرض رطوبت دائمی قرار دارند، استفاده گستردهای میشود.
علاوه بر مقاومت عالی، ورقهای گالوانیزه به دلیل قابلیت رنگپذیری و فرمپذیری بالا، کاربردهای متنوعی در صنایع مختلف دارند. این ورقها به طور اقتصادی نیز مقرون به صرفه هستند، چرا که هزینه تولید و نگهداری آنها پایین بوده و به ندرت نیاز به تعمیر دارند.
قابلیت جوشکاری آسان، ظاهر زیبا و براق، مقاومت در برابر آسیبهای حین حمل و نقل و نصب، و سهولت در بازرسی کیفی از دیگر مزایای ورقهای گالوانیزه به شمار میروند. به طور کلی، این نوع ورق به دلیل تنوع ویژگیها و مزایا، انتخابی ایدهآل برای طیف گستردهای از کاربردها در صنایع مختلف محسوب میشود.
تاثیر کوتینگ بر کاربرد ورق گالوانیزه
کوتینگ یا همان ضخامت لایه روی (Zn) در ورقهای گالوانیزه، نقش تعیینکنندهای در کاربرد و طول عمر آنها دارد. هر چه این لایه ضخیمتر باشد، مقاومت ورق در برابر زنگزدگی و خوردگی افزایش یافته و برای مصارف خاصتر و در محیطهای خورندهتر مناسب خواهد بود.
میزان کوتینگ ورقهای گالوانیزه بسته به کشور و کارخانه تولیدکننده متفاوت است. برای مثال، ورقهای گالوانیزه ژاپنی با داشتن لایهای ضخیمتر از روی (حدود 170 گرم بر متر مربع یا بیشتر) در مقایسه با ورقهای چینی (100 تا 125 گرم بر متر مربع) عمر طولانیتری دارند و برای استفاده در شرایط آب و هوایی نامطلوب و یا محیطهای صنعتی خورنده مناسبتر هستند.
انتخاب ورق گالوانیزه با کوتینگ مناسب، متناسب با نیاز و نوع کاربرد، از اهمیت بالایی برخوردار است. چرا که با افزایش ضخامت لایه روی، کیفیت و پایداری محصول نهایی افزایش یافته و از خوردگی و زنگزدگی زودهنگام آن جلوگیری میشود.
مزایای ورق گالوانیزه در صنعت ساختمان
ورق گالوانیزه به دلیل برخورداری از مزایای متعدد، به خصوص در صنعت ساختمان، کاربرد فراوانی دارد. برخی از این مزایا عبارتند از:
طول عمر بالا: این ورقها در برابر خوردگی مقاوم هستند و میتوانند در محیطهای خورنده بین 20 تا 70 سال عمر کنند. هزینه کم: روش گالوانیزاسیون، به دلیل چسبندگی بالای روی مذاب به فولاد، محصولی بادوام و با نیاز به تعمیر و نگهداری کم تولید میکند. با وجود اینکه قیمت اولیه آن ممکن است از سایر ورقهای فولادی بیشتر باشد، اما در بلندمدت به دلیل نیاز به تعمیرات کمتر، مقرون به صرفهتر خواهد بود. بازرسی آسان: برخلاف سایر روشها، ورقهای گالوانیزه به طور بصری و بدون نیاز به آزمایشهای خاص قابل بررسی هستند و این امر فرآیند بازرسی را آسان و کمهزینه میکند. سختی بالا: گالوانیزه یکی از سختترین پوششهای محافظ موجود در بازار است که علاوه بر مقاومت در برابر زنگزدگی، در برابر آسیبهای حمل و نقل نیز مقاوم است. تمیزکاری آسان: این ورقها را به راحتی میتوان با آب قلیایی و در صورت نیاز با پارچه نرم تمیز کرد. صرفهجویی در منابع: فولاد گالوانیزه محصولی بادوام و پایدار است و حمام مذاب مورد استفاده در فرآیند گالوانیزاسیون قابل بازیافت و استفاده مجدد است. قابلیت اطمینان و تطبیقپذیری بالا: این ورقها مطابق با استانداردهای بینالمللی تولید میشوند و از قابلیت اطمینان بالایی برخوردارند.
به دلیل مزایای ذکر شده، ورق گالوانیزه در ساخت بسیاری از مصالح ساختمانی از جمله رابیتس کاربرد دارد و نوسانات قیمت آن بر قیمت نهایی این محصولات نیز تاثیر میگذارد.
مضرات ورق گالوانیزه و نکات مهم در جوشکاری آن
ورقهای گالوانیزه به دلیل مقاومت بالا در برابر زنگزدگی، کاربردهای گستردهای در صنایع مختلف دارند. با این حال، در کنار مزایای متعدد، این ورقها معایبی نیز دارند که باید مورد توجه قرار گیرند.
یکی از مهمترین معایب ورقهای گالوانیزه، تولید گازهای سمی هنگام جوشکاری است. تنفس این گازها میتواند منجر به مشکلات ریوی جدی شود. به همین دلیل، استفاده از ماسکهای مخصوص در هنگام جوشکاری این ورقها ضروری است. علاوه بر این، به دلیل خطرات سلامتی، نباید بیش از 4 ساعت به طور مداوم به جوشکاری ورقهای گالوانیزه مشغول شد.
از جمله علائم اولیه تنفس گازهای سمی ناشی از جوشکاری بدون ماسک، میتوان به سردرد، سرگیجه و حالت تهوع اشاره کرد.
نکات مهم در انتخاب ورق گالوانیزه باکیفیت:
1- سطح صاف و براق:ورقهای گالوانیزه باکیفیت، سطحی صاف، براق و بدون لکه دارند. ناهمواری یا وجود لکه در سطح ورق، نشاندهنده وجود ناخالصی در مواد گالوانیزاسیون است. 2- ضخامت یکنواخت: ضخامت ورق در تمام نقاط آن باید یکسان باشد. اختلاف ضخامت در نقاط مختلف، نشاندهنده کیفیت پایین ورق است.
طول عمر ورق گالوانیزه:
ورقهای گالوانیزه به دلیل پوشش روی که دارند، در برابر زنگزدگی و خوردگی بسیار مقاوم هستند. عمر مفید آنها به طور کلی بین 20 تا 30 سال تخمین زده میشود، اما این عدد میتواند با توجه به شرایط محیطی و نوع گالوانیزه شدن، به طور قابل توجهی افزایش یابد.
در محیطهای خشک و بدون بارش، ورقهای گالوانیزه میتوانند عمری نامحدود داشته باشند. برای استفاده در فضای باز و شرایط آب و هوایی نامناسب، فولاد گالوانیزه گرم (حمام مذاب) بهترین گزینه است که تا 70 سال نیز عمر میکند.
رنگآمیزی ورقهای گالوانیزه در محیطهای بسیار خورنده، میتواند به افزایش طول عمر آنها کمک کند. قبل از رنگآمیزی، باید سطح ورق کاملاً تمیز، خشک و عاری از هرگونه آلودگی باشد.
شرکت مجتمع فولاد خراسان، که به نام “فولاد نیشابور” نیز شناخته میشود، یکی از بزرگترین تولیدکنندگان فولاد در ایران است. این شرکت در سال 1380 در شهر نیشابور تأسیس شد و با ظرفیت تولید سالانه 1.8 میلیون تن میلگرد، نقش مهمی در تامین نیاز داخلی کشور به این محصول استراتژیک ایفا میکند.
تاریخچه
ایده تاسیس مجتمع فولاد خراسان به سال 1368 برمیگردد. در آن زمان، با توجه به نیاز فزاینده کشور به فولاد و وجود منابع معدنی غنی در استان خراسان، تصمیم گرفته شد تا مجتمعی بزرگ برای تولید فولاد در این منطقه احداث شود. عملیات ساخت این مجتمع در سال 1379 آغاز شد و در نهایت در سال 1380 به بهرهبرداری رسید.
محصولات
فولاد نیشابور طیف گستردهای از محصولات فولادی را تولید میکند که شامل موارد زیر است:
میلگرد آجدار: میلگردهای این شرکت در انواع مختلف با سایزهای مختلف برای مصارف ساختمانی و عمرانی مورد استفاده قرار میگیرد. میلگرد ساده: این محصول نیز در مصارف ساختمانی و عمرانی کاربرد دارد، اما به دلیل قیمت پایینتر، بیشتر در اسکلتبندی ساختمانها استفاده میشود. شمش فولادی: این محصول به عنوان ماده اولیه در تولید مقاطع فولادی دیگر مانند تیرآهن و ورق استفاده میشود. بریکت: بریکت نوعی آهن اسفنجی است که به عنوان ماده اولیه در کورههای ذوب فولاد استفاده میشود. آهن اسفنجی: این محصول نیز به عنوان ماده اولیه در کورههای ذوب فولاد استفاده میشود. گندله: گندله سنگ آهن تغلیظ شده است که به عنوان ماده اولیه در تولید آهن اسفنجی و فولاد استفاده میشود.
ظرفیت تولید
ظرفیت تولید سالانه فولاد نیشابور 1.8 میلیون تن میلگرد، 600 هزار تن شمش فولادی، 800 هزار تن بریکت، 800 هزار تن آهن اسفنجی و 1.2 میلیون تن گندله است.
بازار
بازار اصلی محصولات فولاد نیشابور داخل کشور است. با این حال، این شرکت در حال حاضر بخشی از محصولات خود را به کشورهای همسایه مانند افغانستان، عراق و ترکمنستان نیز صادر میکند.
نقش اقتصادی
فولاد نیشابور با ایجاد اشتغال برای بیش از 8000 نفر به طور مستقیم و غیرمستقیم، نقش مهمی در اقتصاد منطقه و کشور ایفا میکند. این شرکت همچنین با تامین نیاز داخلی به فولاد، از خروج ارز از کشور جلوگیری میکند.
چالشها
یکی از مهمترین چالشهای پیش روی فولاد نیشابور، کمبود منابع آب است. این شرکت برای تولید فولاد به آب فراوانی نیاز دارد، در حالی که در منطقه نیشابور با کمبود آب مواجه هستیم.
چالش دیگر، نوسانات قیمت مواد اولیه مانند سنگ آهن و قراضه است. این نوسانات میتوانند سودآوری شرکت را تحت تاثیر قرار دهد.
فرصتها
با توجه به رشد تقاضا برای فولاد در داخل کشور و منطقه، فولاد نیشابور فرصتهای مناسبی برای توسعه و افزایش ظرفیت تولید خود دارد. همچنین این شرکت میتواند با توسعه صادرات محصولات خود، سهم خود را در بازارهای بینالمللی افزایش دهد.
نتیجهگیری
فولاد نیشابور یکی از مهمترین شرکتهای فولادی ایران است که نقش مهمی در تامین نیاز داخلی به این محصول استراتژیک ایفا میکند. این شرکت با وجود چالشهایی مانند کمبود آب و نوسانات قیمت مواد اولیه، دارای فرصتهای مناسبی برای توسعه و افزایش سهم خود در بازارهای داخلی و بینالمللی است.
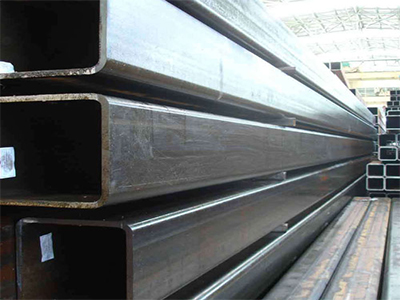
پروفیلها که در دو دستهی کلی صنعتی و ساختمانی تولید میشوند، از نظر فرآیند ساخت به دو دسته نورد سرد و نورد گرم تقسیم میشوند. پروفیلهای ساختمانی که در این متن به آنها پرداخته میشود، خود به دو گروه باز و بسته تقسیم میشوند.
روش نورد گرم
در روش نورد گرم که نوعی ساخت قوطی فولادی است، از شمشهای داغ فولادی برای تولید پروفیل استفاده میشود. این نوع پروفیل به دلیل مقاومت بالا، در جاهایی که نقش سازهای آنها در ایمنی بنا پررنگتر است، مورد استفاده قرار میگیرد. روش دیگر، نورد سرد است که در آن از ورقها برای ساخت پروفیل استفاده میشود. در این روش ورقها با استفاده از دستگاههای فرمدهی مانند پرس شکل میگیرند. از آنجایی که پروفیلهای نورد سرد مقاومت کمتری نسبت به نوع نورد گرم دارند، معمولاً در سازههای سبکتر به کار میروند.
دیگر روش ها
دو روش دیگر برای تولید پروفیل وجود دارد: بدون درز جوش و با جوش. در روش بدون درز جوش، ورق را باز کرده و روی هم میگذارند تا ضخامت مورد نظر حاصل شود. سپس با استفاده از دستگاه مخصوص ERW، پروفیل را بدون نیاز به جوشکاری تولید میکنند. در روش با جوش، ورقها با استفاده از حرارت برق به هم جوش داده شده و پروفیل نهایی را تشکیل میدهند.
ماده اولیه تولید پروفیل، ورقهای فولادی هستند که عمدتاً توسط کارخانههای داخلی مانند فولاد مبارکه، گیلان و اهواز تولید میشوند و در گذشته از طریق واردات از کشورهای آسیای میانه تأمین میشدند. این ورقها که باید از نوع خاصی مانند ST37 باشند، قبل از فرآیند تولید پروفیل با استفاده از دستگاههای برش نیمه اتوماتیک و اتوماتیک به ابعاد مورد نظر برش داده میشوند. در اکثر کارخانهها، ورقهای بریده شده با نورد سرد به شکلها و ابعاد مختلف تبدیل میشوند تا محصولات نهایی مانند پروفیلهای باز و بسته تولید شوند. این فرآیند شامل مراحل زیرمیباشد:
ماده اولیه تولید پروفیل، ورقهای فولادی هستند که عمدتاً توسط کارخانههای داخلی مانند فولاد مبارکه، گیلان و اهواز تولید میشوند و در گذشته از طریق واردات از کشورهای آسیای میانه تأمین میشدند. این ورقها که باید از نوع خاصی مانند ST37 باشند، قبل از فرآیند تولید پروفیل با استفاده از دستگاههای برش نیمه اتوماتیک و اتوماتیک به ابعاد مورد نظر برش داده میشوند. در اکثر کارخانهها، ورقهای بریده شده با نورد سرد به شکلها و ابعاد مختلف تبدیل میشوند تا محصولات نهایی مانند پروفیلهای باز و بسته تولید شوند. این فرآیند شامل مراحل زیرمیباشد:
1- مواد اولیه
پیش از تاسیس کارخانه فولاد مبارکه، مواد اولیه فولاد ایران از اروپا و ژاپن تامین میشد. اما امروزه بخش عمدهای از این مواد توسط خود این کارخانه تولید و مابقی از کشورهای آسیای میانه، برزیل، اروپا و اروپای شرقی وارد میشود. ورقهای مصرفی در تولید پروفیل باید دارای ویژگیهای خاصی از جمله ترکیبات شیمیایی و خواص مکانیکی مناسب باشند تا در فرآیند تولید و مصرف نهایی مشکلی ایجاد نکنند. از جمله ورقهای مورد استفاده میتوان به ورقهای با استانداردهای ST37، JIS G 3131 و G 3132 اشاره کرد که دارای ترکیبات شیمیایی مشخصی (سیلیس 0.35، کربن 0.3 تا 0.1، گوگرد 0.04، فسفر 0.04 و منگنز 0.5) هستند.
2- برش کلاف به نوار
در مرحله دوم تولید پروفیل، کلافهای ورق خریداری شده توسط دستگاه برش به نوارهایی با عرض مشخص بریده میشوند. این دستگاهها میتوانند تمام اتوماتیک یا نیمه اتوماتیک باشند. کلافها پس از قرارگیری روی کلافگیر، توسط غلتکهای صافکننده صاف و تخت شده و سر آنها با دستگاه گیوتین برای جوشکاری برش داده میشود. سپس، ورقها به کمک غلتکهای تغذیه به سمت دو شافت اصلی دارای تیغههای فولادی حرکت میکنند و برش نهایی انجام میشود. برای حرکت دقیق ورقها از شافتهای جداکننده با تیغههای کوچک استفاده میشود. در نهایت، نوارهای بریده شده دستهبندی و به خطوط تولیدی مختلف منتقل میشوند.
قسمتهای مختلف دستگاه برش
دستگاههای برش از بخشهای مختلفی تشکیل شدهاند که هر کدام وظیفهی خاص خود را بر عهده دارند. این بخشها شامل ذخیرهکننده کلاف، ضربهگیر، کلافگیر، سیستم کنترلکننده کناره، میز حملکننده، غلتکهای تغذیه ورق، صافکننده ورق، قرقرههای هدایت ورق، نگهدارنده نوارها، غلتکهای جداکننده نوارهای بریده شده و نوار جمعکن میشوند.
ذخیرهکننده کلاف: محل نگهداری کلافهای ورق خام است. ضربهگیر: از ضربه خوردن کلاف به دستگاه هنگام باز شدن جلوگیری میکند. کلافگیر: کلاف را باز میکند و ورق را به سمت دستگاه هدایت میکند. سیستم کنترلکننده کناره: لبههای ورق را صاف و یکدست میکند. میز حملکننده: ورق را در طول فرآیند برش جابجا میکند. غلتکهای تغذیه ورق: ورق را به سمت غلتکهای صافکننده هدایت میکنند. صافکننده ورق: ناهمواریهای سطح ورق را از بین میبرد. قرقرههای هدایت ورق: ورق را در مسیر درست حرکت میدهند. نگهدارنده نوارها: نوارهای بریده شده را تا زمان جمعآوری نگه میدارد. غلتکهای جداکننده نوارهای بریده شده: نوارهای بریده شده را از نوار اصلی جدا میکنند. نوار جمعکن: نوارهای بریده شده را جمعآوری میکند.
تولید مستقیم پروفیل در یک نگاه
در روش تولید مستقیم پروفیل، ورق فولادی با خم شدن به شکل مورد نظر در میآید و سپس لبههای آن با جوشهای فرکانسی به هم متصل میشوند. پس از برش به اندازههای دلخواه، پروفیلها بستهبندی و به انبار منتقل میشوند. در نهایت، کارت مشخصات و تأییدیه کنترل کیفی روی آنها نصب میشود. برای اطلاعات بیشتر درباره پروفیل، میتوانید به مقاله “پروفیل چیست وانواع آن” مراجعه کنید.
رعایت استانداردهای کیفی در فرآیند تولید پروفیل، امری ضروری و غیرقابل اجتناب است. این استانداردها نقشی حیاتی در تضمین کیفیت و کارایی پروفیل ها ایفا میکنند و مشخصات و ویژگی های لازم را برای هر نوع پروفیل، اعم از ابعاد، جنس، استحکام و … تعریف میکنند. در واقع، با تکیه بر این استانداردها میتوان محصولی نهایی با عملکردی مطلوب و قابل اعتماد تولید نمود که نیازها و انتظارات مصرف کنندگان را به درستی پاسخ دهد.
1- استانداردهای ASTM: این استانداردها توسط انجمن آزمایش و مواد آمریکا (ASTM) تدوین شدهاند و در ایالات متحده و سایر نقاط جهان مورد استفاده قرار میگیرند. 2- استانداردهای EN: این استانداردها توسط کمیته استانداردسازی اروپا (CEN) تدوین شدهاند و در سراسر اروپا و سایر کشورها به کار میروند.
مزایای تولید مستقیم پروفیل
تولید مستقیم پروفیل مزایای قابل توجهی نسبت به روشهای دیگر دارد که از جمله میتوان به تیز بودن زوایا، دقت بالا در ابعاد، ثبات خط جوش، انحنای سطحی کم و کیفیت نهایی برتر اشاره کرد. این ویژگیها در پروفیلهای تولیدی با روش مستقیم به دلیل شکلگیری مقاطع در حین نورد گرم و بدون نیاز به فرآیندهای اضافی حاصل میشود.
در واقع، پروفیلهای مستقیم به دلیل ظرافت و دقت بالا، در کاربردهایی که نیازمند استحکام و کیفیت بالایی هستند، مانند صنایع هوافضا، خودروسازی و ساختمانسازی، گزینه ایدهآلی محسوب میشوند.
معایب تولید مستقیم پروفیل
تولید مستقیم پروفیل با وجود مزایایی که دارد، معایبی را نیز به همراه دارد. یکی از این معایب، افزایش استهلاک قالبها است. این امر به دلیل تفاوت در سرعت خطی و متفاوت بودن قطر در قسمتهای مختلف قالب رخ میدهد.
استهلاک بالای قالبها: در این روش به دلیل تفاوت سرعت خطی و قطر در بخشهای مختلف قالب، استهلاک قالبها به طور قابل توجهی افزایش مییابد. نیاز به دقت بالا: تولید مستقیم پروفیل به دقت بالایی در مراحل ماشینکاری و عملیاتهای حرارتی احتیاج دارد که این امر پیچیدگی و هزینه فرآیند را بالا میبرد. عدم یکنواختی قطر پروفیل: در روش تولید مستقیم، قطر پروفیل تولیدی در قسمتهای مختلف آن میتواند متفاوت باشد که این موضوع کیفیت نهایی محصول را تحت تاثیر قرار میدهد.
فرآیند تولید غیرمستقیم پروفیل
در روش تولید غیرمستقیم پروفیل، ابتدا نوار فولادی به وسیله نورد سرد به شکل لوله در میآید. این لوله میتواند از طریق سه روش شکلدهی لبهای، مرکزی یا شعاعی ورق، تولید شود. سپس این لوله در دستگاه سایزینگ با استفاده از قالبهای مختلف به شکل نهایی پروفیل درآمده و به آن برش داده میشود. این روش که به آن “On Line” گفته میشود، به دلیل استفاده از لولههای درزدار در مقایسه با روش مستقیم، دقت پایینتری در خط جوش، انحنای سطحی و اندازه اضلاع پروفیل نهایی دارد، اما مزیتهایی مانند سرعت تولید بالا و تنوع بیشتر در اشکال پروفیل را ارائه میدهد
پروفیل فولادی: کاربرد، تولید و قیمت
پروفیلهای فولادی به عنوان المانهای اساسی در صنایع مختلف، به دو دسته کلی باز و بسته تقسیم میشوند و در اشکال و جنسهای متنوعی تولید میگردند. در این مقاله به بررسی روشهای تولید مستقیم و غیرمستقیم این محصول و مزایا و معایب هر کدام میپردازیم. قیمت پروفیل فولادی با توجه به نوع، کیفیت، جنس و ابعاد سفارشی آن تعیین میشود. هدف ما از نگارش این مقاله و مقالات مشابه، ارائه اطلاعات شفاف در خصوص عوامل موثر بر قیمتگذاری این محصول است. از شما تقاضا داریم اگر در زمینه تولید انواع پروفیل، اطلاعات یا تجربیاتی فراتر از این مقاله دارید، با ما به اشتراک بگذارید.
کلنگ زنی بزرگترین بازار آهن فروشان شمال غرب کشور در اردبیل: تحول در صنعت آهن و رونق اقتصادی منطقه
به گزارش خبرگزاری صداوسیما، مرکز اردبیل در هشتم خرداد 1403، کلنگ بزرگترین بازار آهن فروشان شمال غرب کشور در زمینی به مساحت 31 هکتار و با اعتباری بالغ بر 2 هزار میلیارد تومان در سه راهی کورائیم اردبیل به زمین زده شد. این پروژه عظیم که با مشارکت بخش خصوصی به انجام خواهد رسید، نویدبخش تحولات چشمگیری در صنعت آهن و رونق اقتصادی منطقه است.
مشخصات کلیدی بازار جدید آهن فروشان اردبیل
مساحت: 31 هکتار اعتبار: 2 هزار میلیارد تومان مکان: سه راهی کورائیم اردبیل اهداف: ساماندهی صنف آهن فروشان و صنایع وابسته – ارائه خدمات متمرکز به شهروندان – افزایش رضایتمندی مردم – ایجاد اشتغال – رونق اقتصادی منطقه
مزایای احداث بازار جدید آهن فروشان
تمرکز فعالیت صنف آهن فروشان در یک مکان: این امر نظارت بر فعالیت این صنف را آسانتر کرده و از پراکندگی و ترافیک در سطح شهر جلوگیری میکند. ارائه خدمات بهتر به مشتریان: در بازار جدید، مشتریان میتوانند به تمامی خدمات مورد نیاز خود در یک مکان دسترسی داشته باشند. ایجاد فضای مناسب برای فعالیت صنوف وابسته: در کنار آهن فروشان، سایر صنوف مرتبط با صنعت آهن نیز میتوانند در این بازار فعالیت کنند. افزایش اشتغال: احداث این بازار زمینه اشتغالزایی برای افراد زیادی را فراهم خواهد کرد. رونق اقتصادی منطقه: با رونق گرفتن فعالیت آهن فروشان و صنوف وابسته، شاهد رونق اقتصادی در این منطقه خواهیم بود.
انتظارات
انتظار میرود با احداث این بازار، شاهد ساماندهی صنف آهن فروشان، ارائه خدمات بهتر به مشتریان، ایجاد اشتغال و رونق اقتصادی در منطقه باشیم. همچنین، این بازار میتواند به عنوان یک جاذبه گردشگری برای علاقمندان به صنعت فولاد تبدیل شود.
اهمیت این پروژه
احداث بزرگترین بازار آهن فروشان شمال غرب کشور در اردبیل، از جمله پروژههای مهم و تاثیرگذاری است که میتواند تحولات مثبتی را در این منطقه به وجود آورد. این پروژه نه تنها به نفع آهن فروشان و صنوف وابسته خواهد بود، بلکه منافع آن به کل مردم منطقه خواهد رسید.
خمکاری پروفیل، فرآیندی برای سادهتر کردن کار با پروفیلهای فولادی است. در این فرآیند، پروفیلها با اعمال نیروی مکانیکی تغییر شکل داده و به فرم دلخواه در میآیند. میزان انعطافپذیری پروفیل به درصد کربن موجود در ساختار آن بستگی دارد. هرچه میزان کربن بیشتر باشد، پروفیل شکنندهتر و سختتر خواهد بود. خمکاری پروفیل به دو صورت گرم و سرد انجام میشود. پروفیلهای سخت و شکننده با نورد گرم و پروفیلهایی که درصد کربن کمی دارند با نورد سرد خمکاری میشوند.
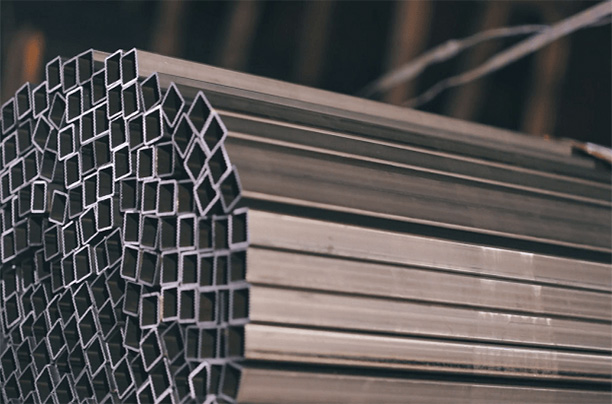
بررسی انواع پروفیل
این محصول، که در انواع مختلف و ابعاد گوناگون در بازار موجود است، بیشتر در قالب قوطیهای ساختمانی، صنعتی و مبلی کاربرد دارد. روش تولید آن به دو صورت مستقیم و غیرمستقیم انجام میشود. در روش مستقیم، ورق فولادی مستقیماً به قوطی تبدیل میشود، اما در روش غیرمستقیم، ابتدا لوله تولید و سپس با زاویهدهی به شکل قوطی درمیآید. پروفیلها به دو دسته کلی باز و بسته تقسیم میشوند. نوع باز شامل محصولاتی مانند تسمه، نبشی، تیرآهن، ناودانی و میلگرد و نوع بسته شامل محصولاتی مانند قوطی، پروفیل دربهای کرکره برقی و پروفیل در و پنجره میشود.
پروفیلها چه کاربردهایی دارند؟
مقاطع فولادی با توجه به کاربردهای متنوعشان در صنایع مختلف، از اهمیت بالایی در فرآیند تولید و خمکاری برخوردارند. پروفیلهای قوطی شکل با ابعاد کوچک در ساخت نردههای فلزی، درب و پنجره، صنعت خودرو و موارد دیگر کاربرد دارند، در حالی که قوطیهای مربعی بزرگتر که به ستون معروف هستند، در صنایع دیگری مانند ساختمانسازی، اسکلتبندی ساختمانها، ساخت شاسی تریلرها و … استفاده میشوند.
انواع روشهای خمکاری پروفیل
پروفیلهای فولادی کاربرد گستردهای در صنایع مختلف، از جمله ساختمانسازی، دارند. برای استفاده در صنایع مختلف، این پروفیلها نیاز به خمکاری دارند. خمکاری پروفیل علاوه بر ایجاد زاویه، گاهی برای زیبایی نیز انجام میشود. روشهای مختلفی برای خمکاری پروفیل وجود دارد، از جمله خمکاری سرد، القایی حرارتی و رول یا غلطکی. در ادامه به طور کامل با هر کدام از این روشها آشنا میشویم.
خمکاری پروفیل به روش دستی
در روش خمکاری دستی، صنعتگران با استفاده از ابزارآلات سادهای مانند قالب خم، چکش و تسمه، شکل پروفیل را به صورت مورد نظر تغییر میدهند. این روش برای خمکاری پروفیلهای با ضخامت کم و مقاطع ساده مناسب است و نیاز به تخصص و مهارت کافی دارد.
استفاده از حرارت در روش دستی خمکاری پروفیل
در خمکاری دستی پروفیل، علاوه بر ابزار و نیروی فیزیکی، برای فلزات ضخیمتر از حرارت هم استفاده میشود. در این روش، پروفیل را در کوره یا با مشعل گرم میکنند تا نرم شده و خم کردن آن آسانتر شود. روش دستی با ابزارهای ساده و نیروی انسانی انجام میشود، در حالی که روش صنعتی از دستگاههای مجهزی بهره میبرد که دقت و سرعت کار را به طور قابل توجهی افزایش میدهد. برخی از این دستگاهها به طور خودکار عمل میکنند و خطای خم را به حداقل میرسانند.
خمکاری پروفیل به روش صنعتی
خمکاری پروفیل، یکی از فرآیندهای مهم در صنعت است که با استفاده از ماشینآلات مخصوص، به منظور تغییر شکل و ایجاد قوس در پروفیلهای فلزی با ضخامت بالا انجام میشود. در این روش، از دستگاههای غلتکی استفاده میشود که متداولترین آنها، مدل سه غلتکی است. در این مدل، دو غلتک به صورت ثابت در جهت افقی و عمودی قرار گرفته و غلتک سوم که متحرک است، با تنظیم فاصله بین غلتکها، زاویه و شعاع خم را تعیین میکند. پروفیل فلزی با عبور از بین غلتکها شکل گرفته و خم میشود. دستگاههای خمکاری پروفیل، در ابعاد مختلفی ساخته میشوند تا بتوان از آنها برای خم کردن انواع پروفیلها در صنایع مختلف استفاده کرد. خمکاری پروفیل، علاوه بر کاربرد در تولید قطعات، برای زیباییبخشیدن به نما و سازهها نیز مورد استفاده قرار میگیرد.
خمکاری پروفیل به روش سرد
روش خمکاری سرد یکی از محبوبترین روش های تغییر شکل فلزات است که بدون نیاز به حرارت و صرفاً با اعمال نیرو، پروفیلها را به اشکال دلخواه درمیآورد. این فرآیند شامل مراحل مختلفی است که در آن، پروفیلها در دستگاه خمکن قرار گرفته و با استفاده از غلتکها به شکل مورد نظر خم میشوند. مزیت اصلی خمکاری سرد، عدم نیاز به تجهیزات حرارتی خاص و به تبع آن، مقرونبهصرفه بودن آن است. با این حال، این روش ممکن است برای برخی پروفیلها مناسب نباشد.با وجود این محدودیت، خمکاری سرد به دلیل مزایایی همچون سرعت بالا، کیفیت مطلوب و تنوع اشکال قابل تولید، همچنان یکی از روشهای پرکاربرد در صنعت تغییر شکل فلزات به شمار میآید.
خمکاری القایی حرارتی
در روش خمکاری القایی حرارتی، پروفیلها با استفاده از گرمایش القایی تا حدی گرم میشوند که نرم شده و شکلپذیری آنها افزایش یابد. برای این منظور، ابتدا نواحی مورد نظر برای خم شدن علامتگذاری شده و سپس با استفاده از یک سیم پیچ القایی به سرعت گرم میشوند. گرمایش القایی به دلیل تمرکز گرما در ناحیه مورد نظر، تاثیر ناچیزی بر قسمتهای دیگر پروفیل دارد. پس از رسیدن دما به حد لازم، پروفیل به راحتی توسط دستگاه خمکن شکل گرفته و در نهایت خنک میشود تا شکل جدید آن تثبیت شود. این روش به دلیل دقت بالا در خم شدن و ایجاد یکپارچگی در محصول، برای تولید طرحهای پیچیده با خمیدگیهای دقیق ایدهآل است. با این حال، خمکاری القایی حرارتی فرآیندی زمانبر است و ممکن است برای برخی از پروفیلهای فلزی مناسب نباشد.
خمکاری رول
در روش خمکاری رول یا غلتکی، پروفیلها از میان مجموعه غلتکهایی عبور میکنند و به شکلهای مختلف درمیآیند. غلتکها با تنظیم دقیق، فشار را به نقاط مختلف پروفیل اعمال میکنند و در نهایت منجر به ایجاد خمهای ساده تا پیچیده میشوند. این روش به دلیل انعطافپذیری بالا و کارایی در خم کردن انواع پروفیلها، به عنوان یک تکنیک همه کاره شناخته میشود. سرعت بالای خمکاری و امکان استفاده در پروژههای بزرگ، از دیگر مزایای این روش محسوب میشوند. با این حال، خمکاری رول معایبی هم دارد. در این روش احتمال تغییر شکل یا مسطح شدن پروفیلها وجود دارد و به تجهیزات تخصصی نیز نیاز است.
فرآیند خمکاری پروفیلها به کمک انواع دستگاهها
دستگاههای خمکاری پروفیل با استفاده از روش رول نورد سرد، انواع مختلف پروفیلهای فولادی را خم میکنند. این دستگاهها قادر به خم کردن پروفیلها با اشکال و ابعاد مختلف مانند لوله، میله، نبشی، تیرآهن، پروفیلهای T شکل و U شکل هستند. در دستگاههای خمکن پروفیل، ترکیبی از نیروها به فلز اعمال میشود تا در جهت عمود بر محور خود تغییر شکل دهد و خم شود. برای خمهای عمیقتر و دقیقتر، از رولهای همشکل با مقطع پروفیل استفاده میشود که ایمنی کار را نیز افزایش میدهد. نوع رولها و نیروی اعمال شده به پروفیل، با توجه به جنس آن متفاوت است. برای مثال، خم کردن پروفیلهای آلومینیومی به دستگاه خمکن ورق آلومینیومی و رولها و نیروی مخصوص به آن نیاز دارد.
انواع نیروهای اعمال شده برای خم کردن پروفیل
در فرآیند خم کردن پروفیل، از سه نوع نیروی اصلی برای اعمال فشار به پروفیل و ایجاد خمیدگی دلخواه استفاده میشود:
1- نیروی دو رول زیرین: در این روش، از دو رول در پایین پروفیل استفاده میشود که به طور همزمان یا جداگانه به آن نیرو وارد میکنند و باعث خم شدن پروفیل میشوند. 2- نیروی یک رول زیرین: در این روش، فقط از یک رول در پایین پروفیل برای اعمال نیرو استفاده میشود. روش دوم معمولاً برای خم کردن پروفیلهای با ضخامت کم یا خمهای با شعاع زیاد به کار میرود. 3- نیروی رول فوقانی: در این روش، از یک رول در بالای پروفیل برای اعمال نیرو استفاده میشود. این روش برای خم کردن پروفیلهای ضخیمتر و ایجاد خمهای با شعاع کم مناسبتر است.
انتخاب نوع نیروی اعمال شده به عوامل مختلفی مانند جنس پروفیل، ضخامت آن، شعاع خم مورد نظر و دقت مورد نیاز بستگی دارد.
تفاوت انواع روش های خمکاری
انتخاب روش مناسب خمکاری برای پروفیلها به عوامل مختلفی از جمله نوع پروژه، پیچیدگی خم، دقت مورد نیاز و الزامات بودجه بستگی دارد.
1- خمکاری سرد: روشی سریع و مقرون به صرفه برای خم کردن پروفیلهای کوچک است. 2- خمکاری القایی حرارتی: برای پروژههای پیچیده و با دقت بالا مناسب است. 3- خمکاری رول یا غلتکی: روشی ایدهآل برای خم کردن پروفیلهای فلزی، اما با احتمال تغییر شکل جزئی همراه است.
انتخاب صحیح روش خمکاری با در نظر گرفتن مزایا و معایب هر روش و نیازهای پروژه انجام میشود.
دستگاههای خمکاری پروفیل: تنوعی برای نیازهای گوناگون
در صنعت، خمکاری پروفیلها علاوه بر روش دستی، به کمک دستگاههای صنعتی نیز انجام میشود. این دستگاهها که تنوع زیادی دارند، شامل موارد زیر میشوند: دستگاه خم، خمکن پروفیلهای بزرگ، فرمدهنده، خمکن بزرگ، خمکن تیر و پروفیل، ماشین فرمینگ، خمکن پروفیل و لوله، ماشین خم لوله و خم، خمکن و تسمه، خمکن نیمهاتوماتیک، خمکن پروفیلهای بزرگ، خمکن و ایجاد مارپیچ، خمکنهای عمودی و افقی، رولکن لوله، ماشین رولکننده و فرمدهنده، خمکن دستی، رولکن عمودی و افقی، خمکن چندکاره، فرمدهنده مجهز به سیستم کنترل، خمکن دستی و برقی و … .
انتخاب دستگاه مناسب، با توجه به نوع پروفیل و نیاز کاربری شما انجام میشود.
قیمت دستگاههای خمکن پروفیل
قیمت دستگاههای خمکن پروفیل به عوامل مختلفی از جمله شکل، ضخامت، ابعاد و جنس پروفیل، دقت و شعاع خم، برند و کیفیت ساخت و قوانین و مقررات بازرگانی بستگی دارد.
شکل، ضخامت، ابعاد و جنس پروفیل: برای هر نوع پروفیل با این مشخصات، باید دستگاه خم کن مناسب آن تهیه شود. دقت و شعاع خم: دستگاههای اتوماتیک به دلیل دخالت کمتر دست، دقت خم بالاتری دارند و برای تولید قطعات حساستر مناسب هستند. برند و کیفیت ساخت: برندهای معتبر و شناختهشده معمولا قیمت بالاتری دارند. همچنین، استفاده از مواد اولیه مرغوب در ساخت دستگاه، کیفیت و قیمت آن را افزایش میدهد. قوانین و مقررات بازرگانی: قبل از خرید، مطالعه دقیق قوانین و بخشنامههای مربوط به این حوزه ضروری است تا از متحمل شدن هزینههای اضافی جلوگیری شود.
در نهایت، با در نظر گرفتن تمام این عوامل و نیازهای خود، میتوانید دستگاه خم کن پروفیل مناسب را با بهترین قیمت انتخاب و خریداری کنید.
جنس پروفیل و دستگاه مورد نیاز آن
پروفیلها با توجه به جنس، ابعاد و شکل ظاهری، کاربردهای متنوعی در صنایع مختلف دارند. جنس پروفیلها میتواند از آهن، آلومینیوم، فولاد، مس و … باشد و هر کدام برای مصارف خاصی تولید میشوند. به همین دلیل، برای تولید هر نوع پروفیل، دستگاههای مخصوصی نیز طراحی و ساخته شده است.
به طور خلاصه، تنوع جنس پروفیلها، سبب ایجاد کاربردهای مختلف در صنایع گوناگون شده و دستگاههای مختص به هر نوع پروفیل نیز، فرآیند تولید را با کیفیت و ظرافت بالا انجام میدهند.
نکات مهم در انتخاب دستگاه خمکاری پروفیل
انتخاب دستگاه خمکاری پروفیل مناسب برای فعالان این صنعت، نیازمند بررسی فاکتورهای متعددی است. حداکثر طول خم پروفیل، سرعت نورد هر رول به صورت مجزا (جهت جبران اختلاف سرعت رولها) و استقلال یا عدم استقلال موتورهای هیدرولیک رولها، از جمله این فاکتورها هستند.
در واقع، برای دستیابی به یک انتخاب ایدهآل، باید به تناسب حداکثر طول خم دستگاه با نیازهایتان، تطابق سرعت نورد رولها با یکدیگر و همچنین استقلال یا عدم استقلال موتورهای هیدرولیک رولها برای کنترل مجزای هر رول، توجه ویژه ای داشته باشید.
کاربرد و مزیت خمکاری پروفیل چیست؟
خمکاری پروفیل، فرآیندی است که در آن اشکال مختلفی به پروفیلهای فلزی داده میشود و این امر، کاربردهای متنوعی را برای آنها در صنایع مختلف فراهم میکند. از جمله مزایای این فرآیند میتوان به تولید سازههای فلزی ساختمانها، تجهیزات نمای داخلی تونلها و متروها، در و پنجره، دیوار پرده، سقف، استخوانبندی گلخانهها، ساخت تجهیزات ورزشی و قفسه برای نمایشگاهها اشاره کرد. به همین دلیل، خمکاری پروفیل به عنوان یکی از مشاغل مهم در صنعت شناخته میشود و نقش بسزایی در زندگی روزمره ما دارد. از آنجایی که محصولات حاصل از این فرآیند در اشکال مختلفی مانند در و پنجره خانهها، نردههای راهروها و پوششی که در تونل متروها وجود دارد به کار گرفته میشوند، تقاضا برای متخصصان این حوزه روز به روز در حال افزایش است.
در پهنهی زرخیز ایران، در میان انبوه دشتها و کوهها، شهر میانه آرمیده است. در قلب این شهر، غولِ صنعتگری به نامکارخانه فولاد میانه خودنمایی میکند. این کارخانه که با نام مجتمع فولاد آذربایجان نیز شناخته میشود، از سال 1368 در حال خلق حماسهای صنعتی است و نام خود را در جرگهی پیشگامان تولید فولاد در ایران ثبت کرده است.
گامی در جهت خودکفایی
تاسیس کارخانه فولاد میانه در راستای سیاستهای کلان کشور برای کاهش وابستگی به واردات فولاد و تامین نیاز داخلی صورت گرفت. این کارخانه با بهرهگیری از منابع غنی آهن منطقه و نیروهای متخصص ایرانی توانست گامهای بلندی در جهت خودکفایی بردارد و زمینهساز رونق و توسعه در منطقه شود.
ظرفیت و محصولات
کارخانه فولاد میانه با ظرفیت تولید سالانه 169 هزار تن میلگرد آهنی و تسمه آهنی، 85 هزار تن نبشی و 127 هزار تن ناودانی، یکی از بزرگترین تولیدکنندگان فولاد در شمال غرب کشور به شمار میرود. محصولات این کارخانه با کیفیت بالا و قیمت مناسب به سراسر ایران ارسال میشود و در صنعت ساختمان، راهسازی و پروژههای عمرانی کاربرد فراوان دارد.
فناوری و نوآوری
مجتمع فولاد آذربایجان همواره در مسیر بهروزرسانی فناوری و ارتقای کیفیت محصولات گام برداشته است. استفاده از روشهای نوین تولید، ماشینآلات پیشرفته و سیستمهای کنترل کیفیت دقیق، این کارخانه را به یکی از مدرنترین واحدهای فولادی کشور تبدیل کرده است.
مسئولیت اجتماعی
کارخانه فولاد میانه در کنار فعالیتهای تولیدی، به مسئولیتهای اجتماعی خود نیز اهتمام ویژهای دارد. ایجاد اشتغال برای جوانان منطقه، حمایت از آموزش و پرورش، توسعه زیرساختها و حفاظت از محیط زیست از جمله اقدامات این کارخانه در راستای ایفای تعهدات اجتماعی خود است.
چشمانداز
مجتمع فولاد آذربایجانبا عزمی راسخ در مسیر رشد و توسعه گام برمیدارد. افزایش ظرفیت تولید، تنوعبخشی به محصولات، صادرات به بازارهای جهانی و تبدیل شدن به قطبی در صنعت فولاد منطقه از جمله اهداف بلندپروازانه این کارخانه در سالهای آینده است.
کارخانه فولاد میانه، نمادی از اراده و توانمندی ایرانیان است. این کارخانه با تولید محصولاتی باکیفیت، نقش مهمی در توسعه صنعت کشور ایفا میکند و راه را برای پیشرفت و سربلندی ایران هموار میسازد.
میلگرد و تیرآهن، دو رکن اساسی در ساخت و ساز، در سایه پیشرفت چشمگیر صنعت فولاد ایران، به راحتی در سراسر کشور، به ویژه در مناطق جنوبی، قابل دسترس هستند. ایران با قرار گرفتن در جمع 10 تولیدکننده برتر فولاد جهان، نیاز داخلی به این مصالح را به طور کامل مرتفع کرده و مازاد آن را نیز به دیگر کشورها صادر میکند. به همین دلیل، در این مقاله به معرفی بهترین و نزدیکترین کارخانههای میلگرد و تیرآهن به شهرهای جنوب کشور میپردازیم تا به شما در انتخابی مناسب و اقتصادی برای پروژههای عمرانیتان کمک کنیم.
در پروژه های ساختمانی در جنوب کشور، میلگرد کدام کارخانه ها را تهیه کنیم؟
با رونق گرفتن صنعت ساختمان در مناطق جنوبی ایران، تقاضا برای میلگرد نیز به طور قابل توجهی افزایش یافته است. از میان کارخانههای متعدد تولیدکننده میلگرد در این منطقه، میتوان به برخی از بهترین گزینهها برای تامین نیاز پروژههای عمرانی و ساختمانی اشاره کرد:
1- کارخانه تولید میلگرد دزفول روهینا
کارخانه دزفول روهینا که در سال 1389 در استان خوزستان احداث شده، با تولید سالانه 450 هزار تن میلگرد ساده و آجدار، نقش مهمی در تامین نیاز بازار آهنآلات جنوب کشور ایفا میکند. این کارخانه با ارائه تنوع سایز میلگرد از 8 تا 40 و در گریدهای A1 تا A4، طیف وسیعی از نیازهای مشتریان را پوشش میدهد. کیفیت بالا، قیمت مناسب، هزینه تولید پایین، صرفهجویی در مصرف انرژی و استفاده از بهترین مواد اولیه، از جمله مزایای میلگردهای روهینا هستند که آنها را به انتخابی ایدهآل برای صنعت ساختمانسازی تبدیل کرده است.
2- صنایع فولاد کرمان بردسیر
صنایع فولاد کرمان بردسیر، واقع در جنوب غربی شهر کرمان، از سال 1369 در زمینه تولید انواع میلگرد فعالیت میکند. این شرکت با راهاندازی فاز دوم خود در سال 1394، به ظرفیت تولید 420 هزار تن در سال دست یافت. میلگردهای تولیدی این شرکت در گریدهای A2 و A3 و در سایزهای 8 تا 32 عرضه میشوند و قیمت آنها با توجه به سایز و ویژگیهای ساختاری مانند آلیاژ تعیین میشود. محصولات فولاد کرمان بردسیر به بازارهای جنوبی و مرکزی کشور ارسال میشوند.
3- کارخانه میلگرد زاگرس
کارخانه میلگرد زاگرس در سال 1393 در شهرستان بروجن، استان چهارمحال و بختیاری، با هدف پاسخگویی به نیازهای صنعت ساختمان و عمران کشور، راهاندازی شد. این کارخانه با تکیه بر دانش فنی روز دنیا و بهرهمندی از تجهیزات مدرن، توانسته است به یکی از بزرگترین تولیدکنندگان میلگرد در دو بخش مرکزی و جنوبی ایران تبدیل شود.
ظرفیت تولید سالانه این کارخانه 420 هزار تن است و میلگردهای تولیدی آن در دو نوع آجدار (دوکی و یکنواخت) و ساده و در سایزهای متنوع 10 تا 32 به بازار عرضه میشوند. تنوع محصولات و کیفیت بالای میلگرد زاگرس، این کارخانه را به انتخابی مطمئن برای متخصصان و فعالان در صنعت ساختمان تبدیل کرده است.
4- کارخانه فولاد کوثر اهواز
کارخانه فولاد کوثر اهواز به عنوان یکی از برترین تولیدکنندگان میلگرد در جنوب کشور، با ارائه محصولاتی با کیفیت بالا در گریدهای مختلف A1 تا A4 (آجدار و ساده) و در سایزهای 14 تا 40 میلیمتر، نیازهای پروژههای عمرانی و ساختمانی را در این منطقه به طور کامل پاسخگوست. قیمت میلگرد تولیدی این کارخانه با توجه به نوع، قطر و سایر ویژگیهای ساختاری آن تعیین میشود، اما وزن نهایی شاخه یا بندیل بیشترین سهم را در تعیین قیمت نهایی دارد.
در پروژه های ساختمانی در جنوب کشور، تیرآهن کدام کارخانه ها را تهیه کنیم؟
1- تیرآهن اهواز
کارخانه تیرآهن کوثر اهواز با استفاده از تجهیزات مدرن و پیشرفته، تیرآهن را در سایزها و ابعاد مختلف با کیفیت بالا و مطابق با استانداردهای IPE، INP و IPB تولید میکند. قیمت تیرآهن اهواز در مقایسه با سایر برندها بسیار مقرونبهصرفه بوده و به همین دلیل، این محصول به یکی از مهمترین و باکیفیتترین مقاطع فولادی در بازار تبدیل شده است. تیرآهن اهواز از استحکام و مقاومت بالایی برخوردار بوده و برای استفاده در پروژههای ساختمانی مختلف مناسب است.
2- تیرآهن ذوب آهن اصفهان
تیرآهن ذوب آهن اصفهان در انواع بالپهن، بال نیم پهن و بال باریک شیبدار با سایزهای 12 تا 30 مطابق با استانداردهای روز دنیا (DIN و EN10034) تولید میشود. این تنوع، به همراه استفاده از بهترین مواد اولیه در فرآیند تولید، تیرآهن اصفهان را به یکی از مرغوبترین و باکیفیتترین تیرآهنهای موجود در بازار تبدیل کرده است.
3- تیرآهن یزد
تیرآهن یزد به عنوان یکی از پرمصرفترین مقاطع فولادی در صنعت ساختمان، به دلیل برخورداری از استانداردهای IPB، IPE – INP و کیفیت ساختاری بالا، نقش مهمی در ساخت پلها، ستونها و دیگر سازهها ایفا میکند. اگرچه قیمت تیرآهن یزد، خصوصاً در سایزهای پرکاربرد 14 و 16 به دلیل تقاضای بالا کمی بیشتر است، اما با توجه به کیفیت مطلوب و مقایسه با سایر برندها، همچنان به عنوان انتخابی اقتصادی و مناسب شناخته میشود.
خرید آهنآلات: روشهای مختلف و مزایای خرید مستقیم از کارخانه
خرید آهنآلات برای پروژههای ساختمانی و عمرانی، امری ضروری است. روشهای مختلفی برای انجام این کار وجود دارد، از جمله خرید از طریق بازار بورس، بنگاهها و یا بهطور مستقیم از کارخانهها.
بسیاری از افراد ترجیح میدهند میلگرد و تیرآهن مورد نیاز خود را مستقیم از کارخانهها تهیه کنند. این روش مزایای متعددی دارد، از جمله:
1- هزینههای حملونقل
قیمت تیرآهن و میلگرد به طور قابل توجهی تحت تاثیر هزینههای حملونقل قرار میگیرد. هرچه فاصله بین محل خرید و کارخانه تولیدکننده بیشتر باشد، به دلیل افزایش مسافت جابجایی، هزینههای حملونقل نیز به طور چشمگیری افزایش مییابد. به همین دلیل، خرید تیرآهن و میلگرد از کارخانههایی که به محل مصرف نزدیکتر هستند، میتواند راهکاری موثر برای کاهش این هزینهها باشد.
2- کیفیت
با وجود خرید مستقیم از کارخانه، سلامت محصولات بهطور کامل تضمین نمیشود. در صورت بروز هرگونه آسیب به محصولات در حین حمل و نقل، به دلیل عواملی مانند بارندگی و زنگزدگی، هیچگونه خسارتی به شما پرداخت نخواهد شد. از آنجایی که مسافت و زمان جابجایی در خرید از کارخانههای نزدیک به محل مصرف کمتر است، احتمال آسیب دیدن میلگرد و آهنآلات و افت کیفیت آنها نیز به طبع کاهش مییابد.
3- هزینه نهایی
خرید آهنآلات از کارخانه به طور مستقیم، به عنوان مقرونبهصرفهترین روش شناخته میشود، چرا که دلالان و واسطهها را حذف کرده و به کاهش هزینه نهایی پروژه کمک میکند. قیمت میلگرد و تیرآهن در کارخانه به طور قابل توجهی پایینتر از قیمتها در بنگاهها و واسطهها است.
با وجود این مزایا، شرایط و تناژ خاصی برای خرید مستقیم از کارخانه وجود دارد که چالشهایی را برای خریداران ایجاد میکند. حداقل تناژ فروش برای هر سایز توسط کارخانه تعیین میشود و در صورتی که مقدار درخواست مشتری به این حد نرسد، معامله انجام نمیشود.